
力控ForceControl在热电厂锅炉控制系统中的应用
一、项目概述
工业锅炉是生产过程中的重要动力设备。在石油化工领域,它的主要作用是向各生产装置提供所需要的合格蒸汽,其控制质量的优劣不仅关系到锅炉自身运行的效果,而且还将直接影响到相关装置生产过程的稳定性。
下面以林源炼油厂热电分厂锅炉控制系统改造项目为例,介绍力控组态软件在工业锅炉控制系统中的应用。
二、改造方案
热电分厂3#、4#锅炉原控制系统的操作站为两台INTEL工控机、WINDOWS 3.1操作系统,组态软件为INTOUCH5.1,下位机PLC是GE FANUC90-30 PLC。
针对原系统不同程度存在的一些问题,提出了改造的要求,归纳起来主要有以下四个方面的内容:
1、更新操作站,实现双机冗余操作,具有在线热备份功能,解决Y2K问题。
2、更换组态软件,增加报表打印、班组核算、流量计算、报警参数查询等功能。在保持原操作画面风格的情况下,重组监控画面,方便参数修改。
3、压力等采集点和控制点。根据锅炉运行状况,能够随时进行手动、自动、串级三种控制方式的无扰动切换。
4、解决Y2K问题。
三、系统设计
用KP工业控制机替换原系统操作站,用力控组态软件替换原来的INTOUCH5.1软件,从根本上解决Y2K问题。
- 硬件连接方法
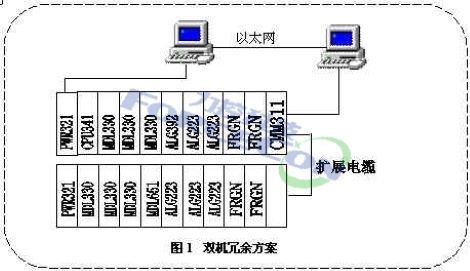
保留原有的GE FANUC90-30 PLC可编程序控制器,利用其CMM311可配置口和电源模块SWP321分别与两台KP机连接。
其中:电源模块SWP321经SNP接口与1#操作站的RS232串口连接。SNP接口与RS232串口连接的方法见图3所示;而通讯模块CMM311则直接与2#操作站RS232串口连接,连接方法见图2所示。CMM311是专用通讯模块,它支持GE Fanuc CMM通讯协定、RTU(Modbus)通讯协定,以及SNP协仪等。

- 双机冗余操作策略
两台操作站中,一台作为主机,另一台作从机。当系统首次启动时,只有主机与PLC建立通讯,从机只有与PLC间的物理通讯链路,但不与PLC通讯,从机通过主机读取PLC的数据,操作人员在从机上发出的控制命令也经主机下达给PLC。正常情况下,操作人员无论在哪个操作站上都能够正常操作,当从机发现主机出现故障时,便启动与PLC通讯的程序,由从机变成主机,同时发出系统报警,从而实现双机实时数据库的冗余热备用。
四、应用功能
1、报表打印。
利用力控组态软件中的“历史报表”工具,可以方便地实现报表打印功能。
在“数据表”上可以设定报表打印的时间范围、时间间隔和时间输出的格式;点名是DB中的变量参数名,填写时必须和DB数据库中的变量相对应;格式是用来定义报表中数据长度和小数的位数,如5.2为5位字符长,小数点后有2位小数。

2、班组核算。
班组核算制是目前国内各企业普遍采用的一种经济管理方式。它是把实际生产中的有关参数取出来,然后按企业确定的核算公式进行计算,从而得到本班组一定时间内的经济效益。随着计算机控制系统的普遍应用,管控一体化的要求也日益增加,用数采系统得到的生产数据直接参与核算,不仅消除了繁琐的人工计算过程和工作强度,而且极大地提高了管理水平。下面着重介绍在该系统中实现班组核算的一般方法。
班组核算是根据送出的蒸汽数量、消耗的煤、油、水等数量,经过核算公式计算,得出一段时间内的经济效益及各岗位的费用支出,然后根据用户的要求定时打印班组核算表,并利用数据库DB把相关参数保存起来。极大地方便了企业对生产的监督。
例如锅炉控制系统部分的班组核算公式为:
本班有上煤时:
耗煤量=上煤量-[交班(存煤量+存粉量)-接班(存煤量+存粉量)]
本班没有上煤时:
耗煤量=接班(存煤量+存粉量)-交班(存煤量+存粉量)
单位成本值:
单位成本=(煤耗量*单价+耗电量*单价+除盐水耗量*单价+瓦斯消耗量*单价+耗油量*单价+耗天然气量*单价+耗风量*单价+耗气量*单价+折旧+工资+低值易耗+耗液态烃量*单价+材料消耗+工资附加费+财产保险+劳保)/总发汽量;
贡献毛利值:
贡献毛利=总发汽量*(蒸汽单价-单位成本);
从以上几个公式可以看出,这样直接可以看到本月的贡献毛利,从而得到实际的经济效益。如图5所示。

五、PLC控制算法设计
锅炉设备是一个复杂的控制对象,主要输入变量是负荷、锅炉给水、燃料量、减温水、送风和引风等;主要输出变量是汽包水位、蒸汽压力、炉膛负压、过剩空气等。因输入变量与输出变量相互关联,如果蒸汽负荷发生变化,必将会引起汽包水位、蒸汽压力和过热蒸汽温度的变化。所以说锅炉是一个多输入、多输出且相互关联的控制对象,本控制系统将其分为送风系统、炉膛负压系统、磨煤热风系统、汽包水位系统、汽包压力和主汽温度系统几部分(见图6)。
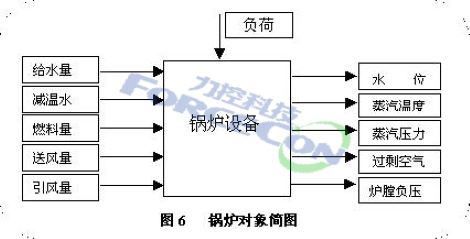
以汽包水位系统为例,受控变量是汽包水位,操纵变量是给水流量。它主要考虑汽包内部的物料平衡,使给水量适应锅炉的蒸发量,维持汽包中水位在工艺允许范围之内,这是保证锅炉、汽轮机安全运行的必要条件之一,是锅炉正常运行的重要指标。
1、汽包水位的动态特性
- 蒸汽负荷(蒸汽流量)对水位的影响,即干扰通道的动态特性。主要是在蒸汽量突然增加时,产生假水位现象。
- 给水流量对水位的影响,即控制通道的动态特性。当给水时,给水温度和汽包内的水温相差很大,所以给水量增加后,使汽包中汽泡含量减少,导致水位下降。
- 锅炉排污、吹灰等对水位也有影响。
2、控制方法
基于汽包水位的特性,我们采用串级控制系统。因本系统受控对象有较大滞后,主控制器采用PID控制。
- 减少干扰对主回路的影响,可由副回路控制器予以校正。
- 由于副回路的存在减少了相位滞后,从而改善了主回路的响应速度。
- 对控制阀特性的变化具有较好的鲁棒性。
- 副回路可以按照主回路的需求对对象实施精确控制。
实际PLC的控制程序采用主副回路进行串级控制,即主回路的输出作为副回路的设定值,经副回路输出作用于被控对象。也可以不用副回路只用主回路形成单回路调解,或手动操作完成。
主调节器

串级控制回路算法
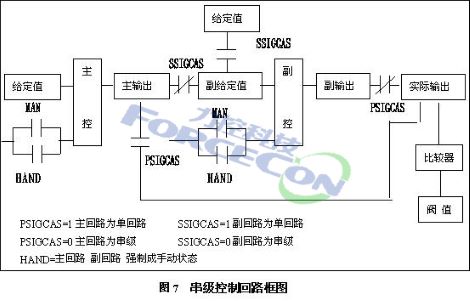
PLC程序
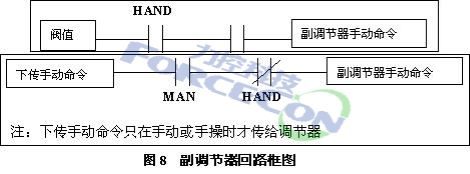
本系统共有6个PID回路,除了炉膛负压和磨煤热风外均为主、副串级控制,程序的控制算法也是一样的,只有每个程序中的变量不同,每部分程序主要由两个PID回路构成,第一个为主回路,第二个为副回路。
六、产品应用总结
该系统自动化程度较高,大大降低了操作者劳动强度,降低了成本,经过近2年的运行,用户给予了很高评价,认为利用力控®开发的上位机监控程序功能完善,综合性强,人机界面友好,实用性好。

