
某大型锂电池制造企业智能工厂建设应用案例
一、系统概述
随着新能源汽车产业的快速发展,动力电池规模化制造、高质量制造成为制约我国锂电行业和电动汽车发展的瓶颈,影响我国在世界未来新能源汽车产业格局中的地位。企业客户对锂电池制造商生产现场管理要求越来越高,多数客户明确提出制造商需实施智能信息化系统加强生产现场管理,特别是物料与产品追溯管理。
本项目采用建设锂电池智能工厂系统建设,包括锂离子动力电池制造执行系统MES,现场生产过程数据采集系统、以及电池制造智能化决策支持系统,强化锂电池生产过程管控,提高生产管理效率,实现锂离子动力电池全生产过程的智能化管理、决策与分析。
二、系统架构
系统网络架构如下图所示:
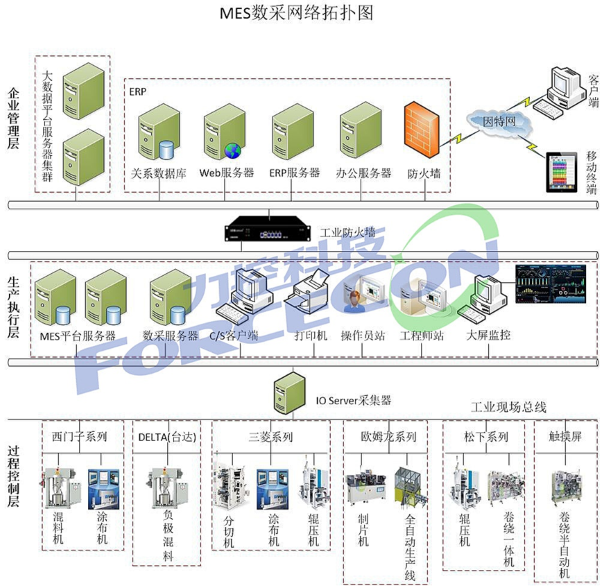
根据实际的制造问题,结合新一代的信息技术实现整体系统规划,系统规划设计采用力控科技智能工厂工业软件平台及解决方案,实现智能工厂的建设。
1、采用力控企业级实时历史数据库及管理软件pSpace实现车间设备互联互通,构建统一的数据交换服务,用于将生产现场的设备情况、质量检验的实时数据订阅及历史数据归档,供力控工业大数据平台FCloud分析关键环节数据,解决生产过程中的痛点。
2、采用HTML5技术的力控综合可视化软件FWebView的人机可视化界面全面掌握生产车间现场的实时作业情况,实现移动终端远程设备监控。
3、生产执行制造MES系统采用力控信息集成门户平台FinforWorx搭建业务基础平台及建模,结合离散业MES插件构件整个生产环节,实现人机料法环的全面管理。
三、应用系统
1、车间设备物联。通过对车间设备改造升级,设备通信接口实现统一支持工业以太网数据传输,采用TCP方式采集数据并存储到数据库pSpace中,数据包括工况参数(温湿度)、运行参数(开停机)、工艺参数等。所涉及的终端设备及系统包括工业以太网、数据采集与监控(SCADA)、分布式控制系统(DCS)、过程控制系统(PCS)、可编程逻辑控制器(PLC)、远程监控系统等网络设备。根据实时数据及报警规则产生关键工艺参数的报警信息,历史数据归档按照5-10年的架构设计,长期归档海量历史数据,数据可视化采用HTMl5的方式呈现到系统中。
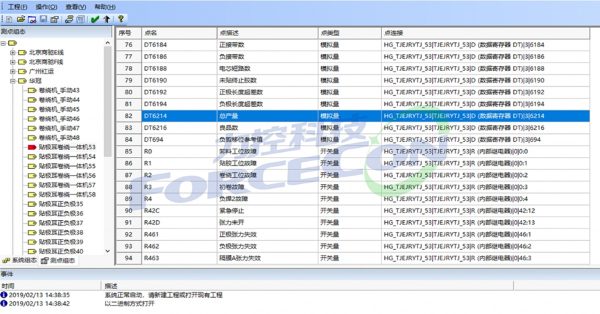
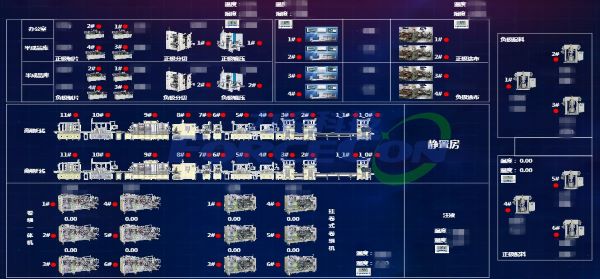
2、车间设备物联。通过对车间设备改造升级,设备通信接口实现统一支持工业以太网数据传输,采用TCP方式采集数据并存储到数据库pSpace中,数据包括工况参数(温湿度)、运行参数(开停机)、工艺参数等。所涉及的终端设备及系统包括工业以太网、数据采集与监控(SCADA)、分布式控制系统(DCS)、过程控制系统(PCS)、可编程逻辑控制器(PLC)、远程监控系统等网络设备。根据实时数据及报警规则产生关键工艺参数的报警信息,历史数据归档按照5-10年的架构设计,长期归档海量历史数据,数据可视化采用HTMl5的方式呈现到系统中。
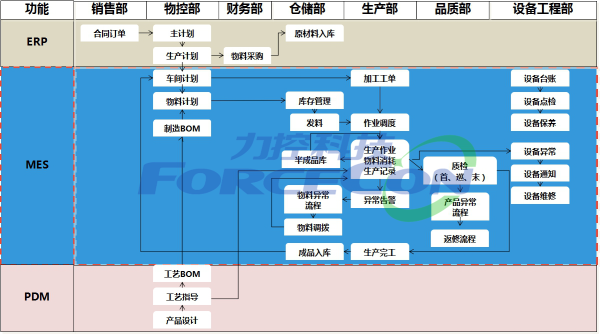
锂电池制造MES业务流程
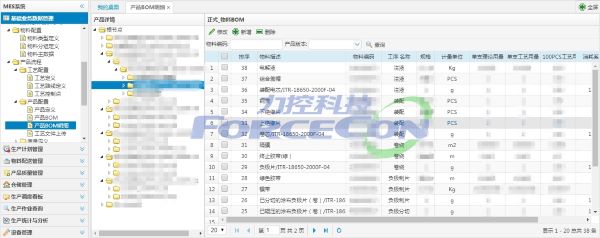
电芯、PACK多型号多品种产品建模

工艺路线定义

计划管理

物料需求计划

领料单
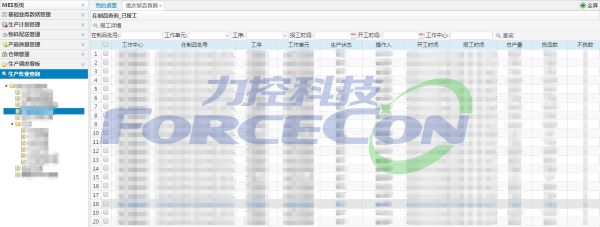
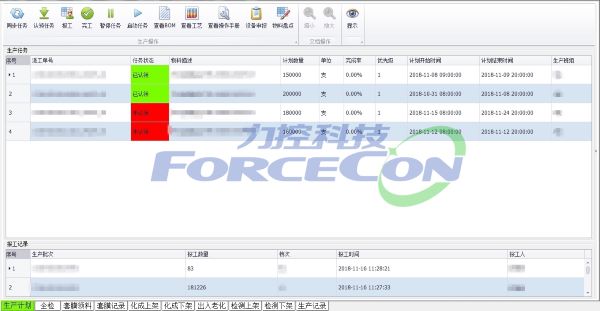
作业终端

质检数据录入
SPC质量分析
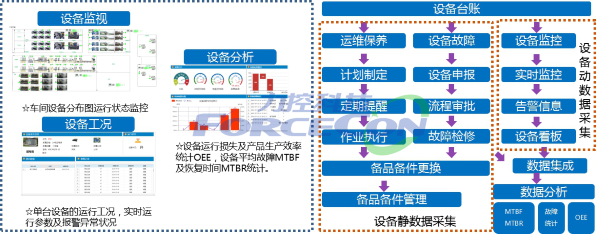
设备管理

看板管理
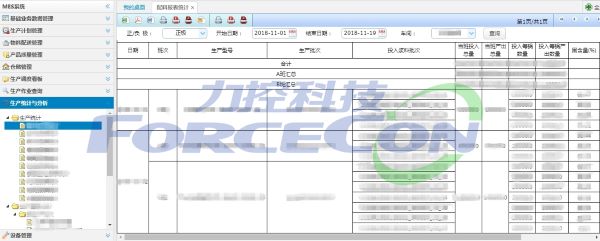
产量报表

生产图表分析
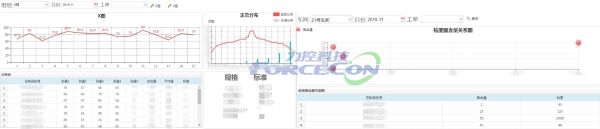
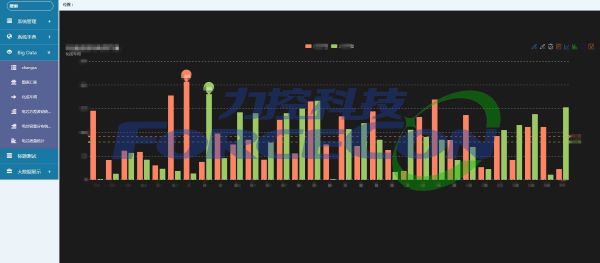
3、基于工业大数据的行业应用。由于在电容分选过程中电芯化成各容量段分类工作较为繁琐,人工的分选方式往往耗费大量的工时,不同容段的监测鉴别难度较大,无法实时性的监测电芯电容等情况。需要采用大数据方式优化工艺,从而实现根据采集的历史数据训练分选模型,实时采集过程数据诊断电池容量情况,预测模型发现不良情况及时反馈,将异同类的电芯快速甄别提高分选效率等目标。

电容波动统计

大数据管理平台

电容分选诊断
电芯产量分析
四、项目总结
通过系统的整体实施,帮助企业理顺了车间生产业务流程,强化了车间生产管理过程,确保了质量控制的管理要求。能够根据客户要求完成追溯管理、产线防错防呆的功能实施,满足客户审核要求,在此基础上满足了各事业部对生产管理的需求。通过整个系统的深入应用使得工厂管理标准化、透明化、可视化,精准掌控整个生产过程,为企业决策提供依据。从而提升企业管理水平,增强企业市场竞争力,提升企业形象。

